Release time:2022-01-24
Omnidirectional injection molding is to inject the plastic melt into the middle of the closed mold cavity under high pressure, and then heat it to solidify, so as to obtain the plastic product exactly the same as the mold cavity. The following is a detailed explanation of the basic views of large and medium-sized injection molding!
Plastic deformation and melting: in the middle of the whole injection molding process, the solid plastic rises through the torsion screw, moves along the direction of the groove, and passes through the heating, tamping, in-situ stress and mixing heating of the outer rib. It has become a refreshing liquid plastic melt, with symmetrical relative density, viscosity and composition, and stable source.
Injection molding: the volume of molten plastic melt is stored in the storage area of the barrel, and the screw rolls along the axis in the middle of the whole injection molding process. Under the working pressure injected by the screw, the plastic melt passes through the cylinder section at an inevitable speed. Use the die forging system software to inject the front-end nozzle into the middle of the die cavity.
The whole refrigeration and freezing process: the plastic melt injected into the mold cavity fills the mold cavity, so the resistance of various behavior conflicts is removed. In addition, the plastic melt in the middle of the inner cavity is under great working pressure from the inner cavity, which promotes the behavior of the plastic melt. Back to the development trend of the barrel, due to the actual result of cavity cooling, the plastic melt is heated and expanded. At this time, take the screw to get the working pressure. For this reason, add plastic melt in the middle of the inner cavity, so don't move. The mold cavity is moderately supplemented with plastic deformation and melting. The behavior subject closes the indoor space in the middle of the inner cavity until the plastic melt is gradually heated and frozen into commodities.
The structure of injection mold and plastic transfer mold is complex, and there are many parts that make up this kind of mold.
Basic parts include:
① Formed parts, including female dies, male dies and various formed cores, are parts of the inner and outer surfaces or upper and lower end faces, side holes, side recesses and threads of the formed finished products.
② Supporting and fixing parts, including die base plate, fixing plate, supporting plate, cushion block, etc., are used to fix the die or support the pressure.
③ Guide parts, including guide posts and guide sleeves, are used to determine the comparative position of the action of the die or ejection mechanism.
④ Core pulling parts, including inclined pins, sliders, etc., are used to pull out the bearing core when the mold is opened to demould the finished product.
⑤ Push parts, including push rod, push tube, push block, push plate, push ring, push rod fixed plate, push plate, etc., are used for demoulding of finished products. Injection molds mostly adopt the acceptance specification mold base, which is a combination of a set of basic parts with standardized structure, form and size, and its cavity can be processed according to the shape of the finished product. The acceptance of standard mold base is conducive to shortening the molding cycle.
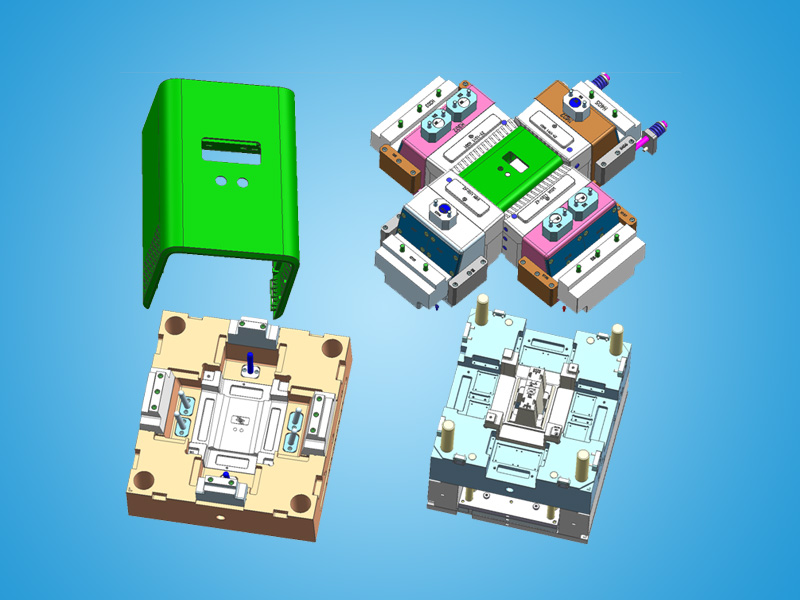
Advantages of common mold base parts
Fixed mold base plate (panel): fix the front mold on the injection molding machine.
Runner plate (nozzle plate): remove the waste handle when opening the mold to make it fall off automatically (three plate mold).
Fixed mold fixed plate (a plate): one side of the front mold of the formed product.
Moving die fixing plate (B plate): one side of the rear die of the formed product.
Cushion block: mold foot, which has the advantage that the top plate has enough bearing space.
Push plate: when opening the mold, push the product out of the mold through ejector pin, ejector block, inclined ejector and other push parts.
Movable mold base plate (bottom plate): fix the rear mold on the injection molding machine.
Guide post and guide sleeve: play the role of guiding and positioning, and help the opening, coordination and basic positioning of the front and rear molds.
Support column (support head): improve the strength of B plate, which is conducive to avoiding the deformation of B plate due to long-term production.
Top plate guide post (medium TOS): guide and position the push plate to ensure smooth ejection.









備/監(jiān)控器3.jpg)
療器材類/假牙清潔器殼.jpg)
殼2.jpg)


類/掃地機(jī)殼2.jpg)

殼10.jpg)